
| 孔內深淺 | |
| 短刃鑽頭 | 深孔鑽頭 |
| 1.總長與刃長縮短,以符合淺鑽之需求。 2.適用於加工鋁、鋁合金、鋁矽合金、鋅、精煉鋼、木材及其他軟質金屬。 |
1.心厚大,鑽頭剛性佳, 對抗彎曲及振幅,相對優越。 2.推力小,適合深孔加工、3倍直徑以上者。 3.適用於一般鋼材、合金鈽、鑄鐵等被切削材。 |
 |
 |
| 中心出水鑽頭(3-30倍長) | |
| 1.切削深度可達3-30倍長。 2.採中心出水設計,刀刃端油霧式冷卻,可大幅降低切削溫度。 3.深孔加工排屑性佳,不易崩刃與折損。 |
|
 |
|
| 孔徑大小 | |
| 小徑鑽頭 | 諾式鑽頭 |
| 1. 柄徑較刃徑大,易夾持。 2.特殊形狀之螺旋溝槽,推力小,排屑性好。 3. 適用於一般鋼材、鑄鐵、合金鋼、不銹鋼、等被切削材。 |
1.對於一般被切削的工作性質皆可適用,在鑽孔加工作業上既簡單又實惠 2.柄部的 V 溝槽式用來配合夾頭的爪子,使在鑽頭作業時不會滑動。 3.諾式鑽頭可利用鑽頭加工,鑽削孔徑可達36m/m 甚至更大。 4.可適用於建築等戶外作業,既輕便又有效果。 |
 |
 |
| 捨棄式快速鑽頭 (暴力鑽) | |
| 1.採用抗震性工具鋼刀把,搭配捨棄式鑽頭刀片替換,適合較大孔徑加工,扭力強。 2.SD2倍長,SD3倍長,SD4倍長,SD5倍長,SD6倍長,高壓中心出水,增加刀片使用壽命和排屑良好,適合CNC加工中心和數控車床。 |
|
 |
|
| 工件材質 | |
| 直柄鑽頭 | 含鈷鑽頭 |
| 棒材為高速鋼,適用於一般鋼材,HRC30以下之合金鋼、鑄鐵、鑄鋼等被削材。 | 棒材相較高速鋼,擁有較高比率的鈷,在熱處理後可以增加其硬度到達HRC67(高速鋼約為HRc64-65),並同時保有良好的韌性。 |
 |
|
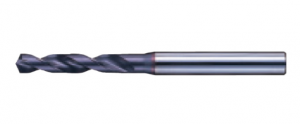
| 鍍鈦鑽頭 | 鎢鋼鑽頭 |
| 1.表面TIN(鈦)膜層,具耐磨性,磨差係數小。 2.抗黏著,切削性佳,可延長壽命,提高切削速度。 3.適用於一般鋼材、合金鋼、調質鋼、鋁合金、鑄鐵等被削材。 |
硬度較含鈷鑽頭強,適用於構造用鋼、中碳鋼、合金鋼、調質鋼、高硬度鋼、展性球墨鑄鐵、模具鋼等被削材。 |
 |
 |
| (Nachi)SG 粉末鑽頭 | AG 不銹鋼鑽頭 |
| 1.粉末金屬製成,採用多層SG複合鍍層結構。 2.立銑刀柄式鑽柄與高精度端型,確保(Nachi)SG粉末鑽頭鑽進位置具有高準確性與穩定性, 公差範圍可控制15µ內。 |
1.從曲面定心/倒角與V槽加工,僅需1根即可完成。 2.適合不銹鋼加工,立銑刀柄式鑽柄,可用銑床套筒夾頭,提高加工效率 3.高螺角設計,適合於硬質合金鑽頭的高速進給。 |
 |
|
| 鋁用鑽頭 | |
| 適用於抗拉強度低、軟質且切屑長的及易黏附於刀口之被削材。 | |
 |
|
| 特殊加工需求 | |
| 平頭鑽 | 斜柄鑽頭 |
| 1.平頭設計能廣泛使用於加工平面、曲面、沉孔、偏心孔、薄材料等。 2.並且它也適用於各種常見的加工材料,例如碳素鋼、合金鋼、硬度高達35HRC的淬火鋼和鑄鐵材料。 |
1.適用於一般鋼材,HRC30以下之合金鋼、鑄鐵、鑄鋼等被削材。 2.柄部為莫氏圓錐柄,配合導套使用。 |
 |
 |
| 左旋鑽頭 | |
| 1.反方向螺旋孔(左轉)。 2.使用高鈷材質,具有耐高熱,耐磨耗之特性。 3.適用鋼材、銅鋁合金、不銹鋼(300系列) 、硬銅等被切削材。 |
|
 |
|