
在機械製造業中,一般將孔深超過孔徑6倍即稱為深孔,因加工過程嚴苛,加工時需綜合考量「機台」、「刀具」、
「工件材質」三部份,本篇將針對刀具進行探討,綜合客戶反饋,提供刀具選擇建議。
深孔加工困難點
1. 不能直接觀察到切削情況。僅憑聲音、看切削、觀察機床負荷、油壓等參數來判斷排屑與鑽頭磨損情況。
2. 切削熱不易傳出。
3. 排屑較困難,如遇切削阻塞則會引起鑽頭損壞。
4. 因鑽桿長、剛性差、易振動,會導致孔軸線易偏斜,影響到加工精度及生產效率。
基於上述特點,挑選深孔鑽時須考量 『工件材質、孔深、孔徑、有無中心出水功能(主軸、刀把)』才可選出合適的鑽頭,
目前市面常見深孔鑽如下所示:
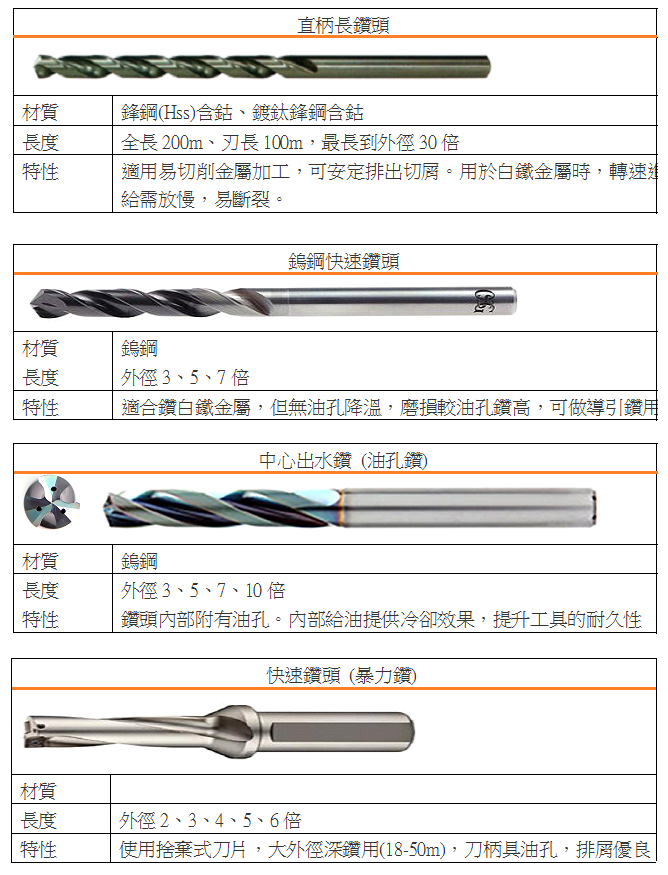
上述深孔鑽適合的加工環境不太相同,如:『直柄長鑽頭』適用於易切削金屬,切削白鐵金屬則需放慢速度,且因鋼性不夠常斷裂,
但價格便宜,若切削數據優化,減少斷裂機率,將可降低成本。
『中心出水鑽』則因刃端油孔可噴油降溫,有效降低熱能與排屑,故轉數進給較一般深孔鑽快,鎢鋼材質也可對應白鐵工件,然
目前中心出水鑽多數為進口,價格較貴。
若為大孔徑深鑽,則需可替換刀片的『快速鑽頭』,其外徑最大可至50m,刀把端亦附出水孔,快速鑽頭技術成熟,台製品即有多總選擇。
原和成五金針對上述 -直柄長鑽頭、鎢鋼快速鑽頭、中心出水鑽 (油孔鑽)、快速鑽頭 (暴力鑽) 均有販售,並提供各式品牌與規格
為您服務。中心出水鑽亦有台製品,交貨迅速,為您提供綿源不絕的火力。